Рекомендации по работе с Liqcreate Wax Castable для ювелиров

Liqcreate Wax Castable - это голубой фотополимер на основе воска, обеспечивающий надежную обработку и точность печати на 3D-принтерах LCD / MSLA, DLP и лазерных. Детали, напечатанные на 3D-принтере из этого материала, демонстрируют замысловатые детали и четкие детали. Этот материал на основе воска предлагает гладкие поверхности с чистым выгоранием для надежного процесса литья. Создавайте индивидуальные элегантные органические геометрические фигуры с позитивными и негативными гравюрами в соответствии с вашими предпочтениями. Liqcreate Wax Castable создает идеальные модели литья для ювелирных изделий, стоматологических и промышленных деталей.

Ключевые преимущества
- - Высокая точность
- - на восковой основе
- - Чистое и беззольное выгорание
- - Отличное литье гравюр
Совместимость с 3D-принтером
- - Phrozen Sonic Mini 4K
- - Anycubic Photon
- - Elegoo Mars
- - И многие другие 385-405-нм DLP, LCD и SLA 3D-принтеры
Беззольная, чистая, выгорающая восковая литьевая смола, идеально подходящая для гравировки ювелирных изделий
Одним из ключевых преимуществ использования смолы Liqcreate Wax Castable является точная и безупречная гравировка на кольцах, как показано на кольцах ниже.

Технологический воск Литейная смола
Из-за значительного количества воска Liqcreate Wax Castable затвердевает при температуре около 17–18 ° C. Не рекомендуется использовать этот продукт при температуре ниже 18 ° C. возможно хранение или транспортировка Liqcreate Wax Castable при температуре ниже 18 ° C. Перед обработкой необходимо нагреть продукт до жидкой фазы. Это можно сделать, оставив продукт на 5 часов при комнатной температуре или поместив упаковку в теплую среду (без прямого света, в оригинальной упаковке) при температуре до 50˚C на 20 минут.
3D-печать с использованием смолы Liqcreate Wax Castable
Для получения наилучших результатов литья важно, чтобы детали, напечатанные на 3D-принтере, были безупречными. Настоятельно рекомендуется использовать слой толщиной менее 0,05 мм вместе с хорошо откалиброванным 3D-принтером. Найдите параметры своего принтера здесь или отправьте электронное письмо на адрес info@torgoviy-dvor.ru для получения дополнительной информации о настройках принтера и совместимых 3D-принтерах.
Паковочная масса для восковой литьевой смолы
Во время разработки Wax Castable все испытания литья проводились с использованием паковочной массы Prestige Unicast. Другие материалы также могут быть подходящими для работы с Liqcreate Wax Castable. Для получения наилучших результатов важно следовать инструкциям паковочной массы.
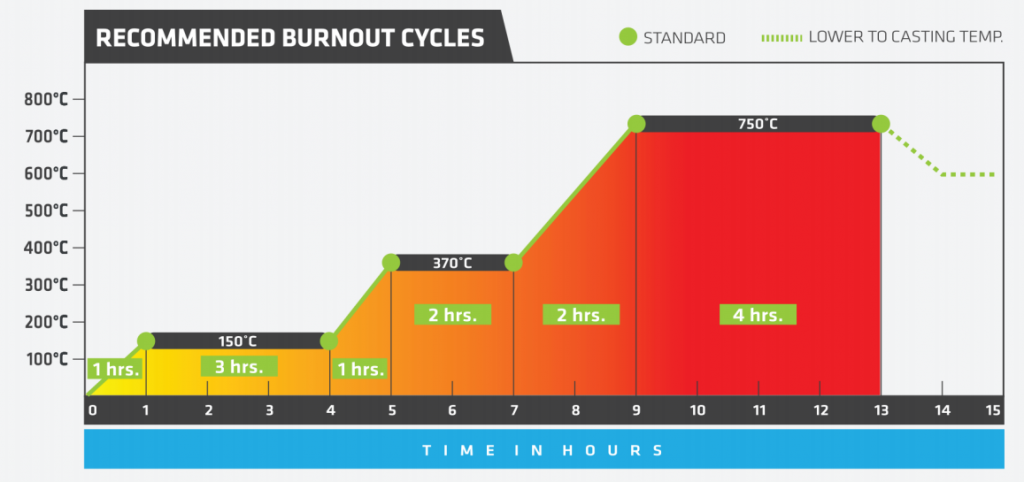
График выгорания смолы Liqcreate Wax Castable
Мы следовали инструкции паковочной массы (Prestige Unicast). Используется следующий график перегорания:
Детали после литья имеют матовую поверхность, а полировка необходима для получения блестящих металлов. В качестве справки мы поделились изображением ниже напечатанной детали, только что отлитой детали и с правой стороны (частично) отполированной детали.

Печать с использованием смолы Liqcreate Wax Castable.
Паковочная масса возьмет на себя каждую деталь напечатанной детали. Это означает, что качество восковой модели, напечатанной на 3D-принтере, должно быть как можно более совершенным. Печать с использованием восковой заливочной смолы может быть более сложной по сравнению с другими смолами из-за значительного количества воска, присутствующего в смоле. При температуре ниже 18 градусов по Цельсию смола затвердеет. Важно, чтобы смола во время печати была полностью жидкой. Также комнатная температура, в которой вы используете Wax Castable, должна быть не ниже 20 ° C. Обычно смола не затвердевает во время печати, однако при печати в холодной комнате капли, оставшиеся на платформе, могут затвердеть. Это затруднит процесс стирки. Важно, чтобы температура растворителей для стирки была не менее 20 ° C, чтобы предотвратить затвердевание во время стирки.
Многие 3D-принтеры уже оптимизированы с использованием смолы Liqcreate Wax Castable. Узнайте, указан ли здесь ваш принтер . Отправьте электронное письмо на адресinfo@torgoviy-dvor.ru, если вашего принтера нет в списке. Большинство настроек оптимизировано для филигранных дизайнов, это тонкие рисунки, которые часто требуют более длительного времени выдержки. Если у вас более объемные конструкции, время выдержки для ваших деталей может быть меньше.
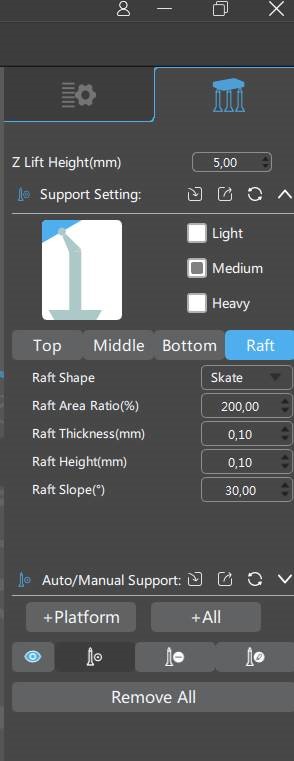
Мы заметили, что воск внутри смолы дает низкую адгезию к платформам из анодированного оксида алюминия, как у серии Elegoo Mars. Чтобы детали лучше прилипали к платформе, рекомендуется внести некоторые изменения в поддержку. Плот опор имеет большую площадь и часто вытягивает деталь с платформы. Изменить настройки рафа распечатать будет намного проще. Изменение высоты и толщины на 0,1 мм решит большинство этих проблем.
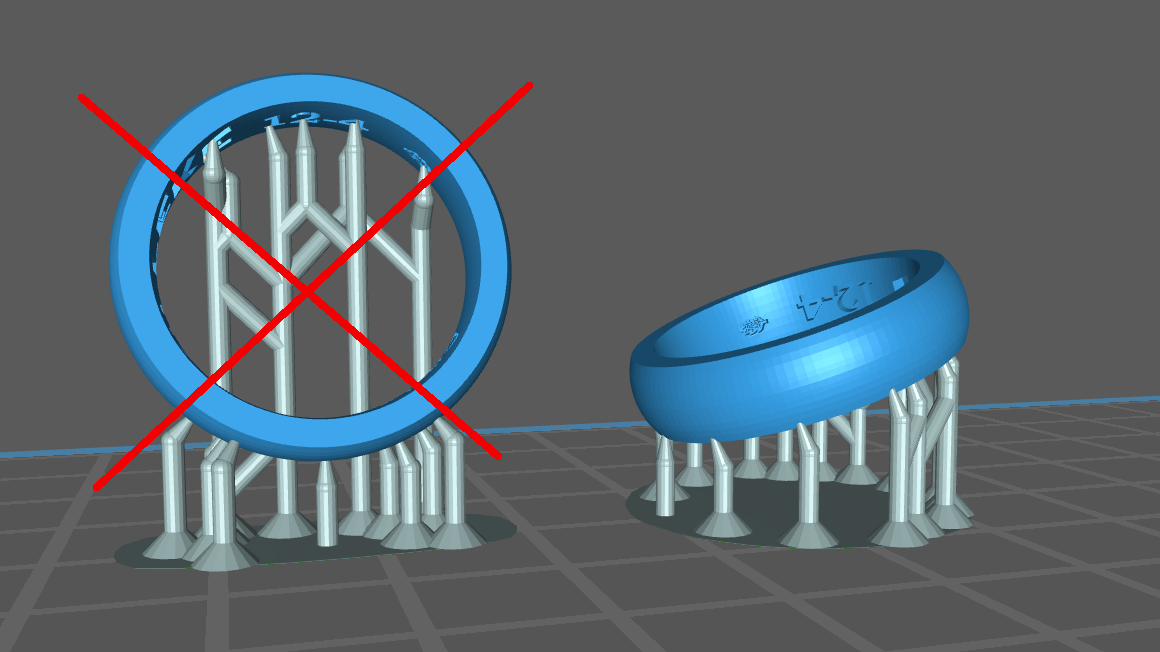
Ориентация ваших частей.
Ориентация детали очень важна, особенно для колец с гравировкой. Для колец с гравировкой рекомендуется размещать кольца под углом 20 градусов, а не печатать вертикально. Причина в том, что в этом положении вероятность переотверждения ваших гравюр намного ниже. Для лучшей ориентации см. Изображение ниже. Если у вас все еще есть вопросы, если ваша ориентация или настройки хороши, не стесняйтесь обращаться к нам по адресу info@torgoviy-dvor.ru
Постобработка Liqcreate Wax Castable смола.
Помимо склеивания, важно, чтобы все слои деталей были полностью видны. Детали должны быть нелипкими и иметь матовую поверхность после мытья и сушки. Избыточная смола или липкие поверхности могут вступать в реакцию с паковочной массой и создавать поры в отлитых деталях.
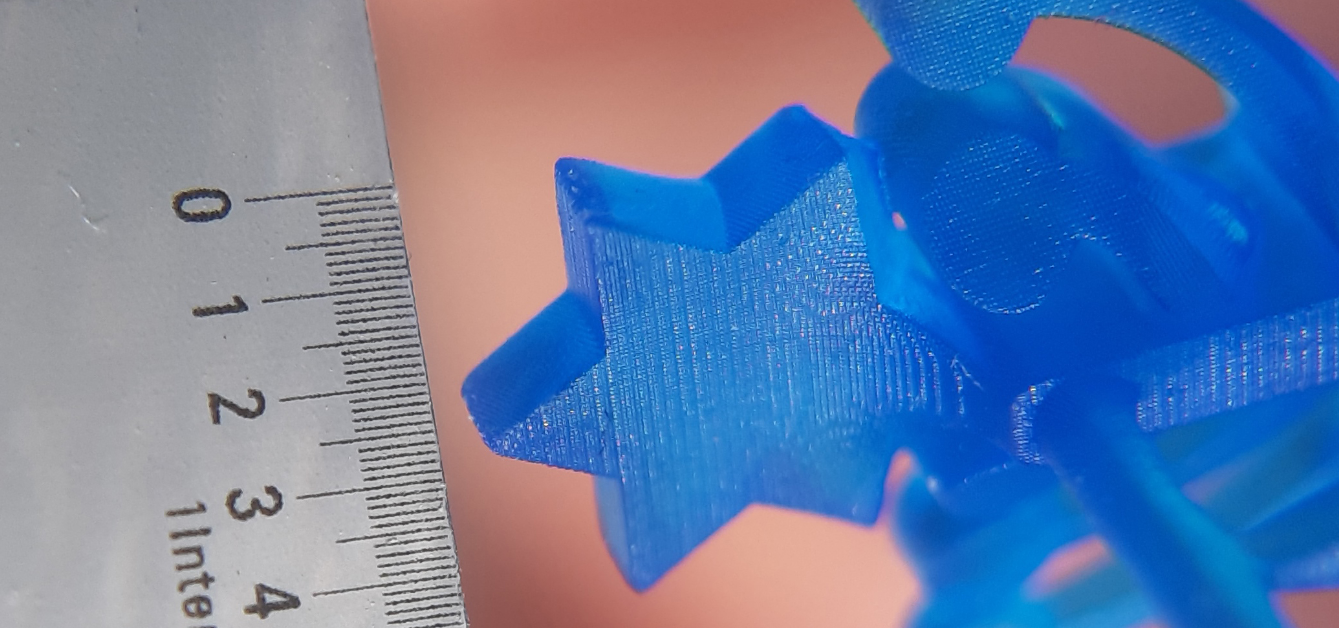
Если параметры сглаживания или размытия не используются, в идеально распечатанных и вымытых частях слои должны быть четко видны. Пример правильно напечатанной и промытой детали можно найти на изображении ниже. Следует отметить, что паковочная масса и, следовательно, литые металлические детали также будут иметь эти видимые свойства. Если это нежелательно, шлифовка перед заливкой или использование настроек сглаживания или размытия может помочь уменьшить эффект слоя.
Паковочная масса для смолы Liqcreate Wax Castable.
При использовании моделей из восковой смолы, напечатанных на 3D-принтере, очень важно правильно выбрать паковочную массу. Смолы, а также смолы на основе воска имеют более высокое тепловое расширение по сравнению с обычным воском. Паковочная масса должна быть достаточно прочной, чтобы выдержать это расширение и не трескаться. Что касается ювелирных изделий, наши бета-партнеры добились большого успеха с паковочной массой Prestige Unicast . Наши зубные партнеры в 3D-Стоматологического магазине используют как N & V и инвестиционные Ambervest материалы с успехом для литья стоматологических приложений.
В этой категории нет товаров.
