Liqcreate ESD представляет собой непрозрачную черную фотополимерную смолу, которая может обрабатываться на большинстве 3D-принтеров на основе смолы. 3D-печатные детали из этого материала обладают электростатическими разрядными свойствами, необходимыми для электронного производства, и детали для антистатических рабочих мест. Liqcreate ESD можно использовать на открытых 3D-принтерах DLP, LCD и SLA в диапазоне от 385 до 420 нм. Уменьшите риски и увеличьте производственные возможности, печатая пользовательские приспособления, приспособления и инструменты с помощью Liqcreate ESD для защиты критически важных компонентов электроники от статического разряда. Liqcreate ESD - это экономичное решение для производства статически рассеивающихся деталей, предназначенных для работы на заводе. В этой статье вы можете найти советы и рекомендации по работе с антистатической 3D-печатной смолой Liqcreate. Кроме того, могут быть некоторые странные конструкции, в основном на пластинах сборки, которые являются нормальными, что мы объясняем в этой статье. Если у вас есть какие-либо вопросы, свяжитесь с нами по адресу info@liqcreate.com, и наша техническая команда поможет.

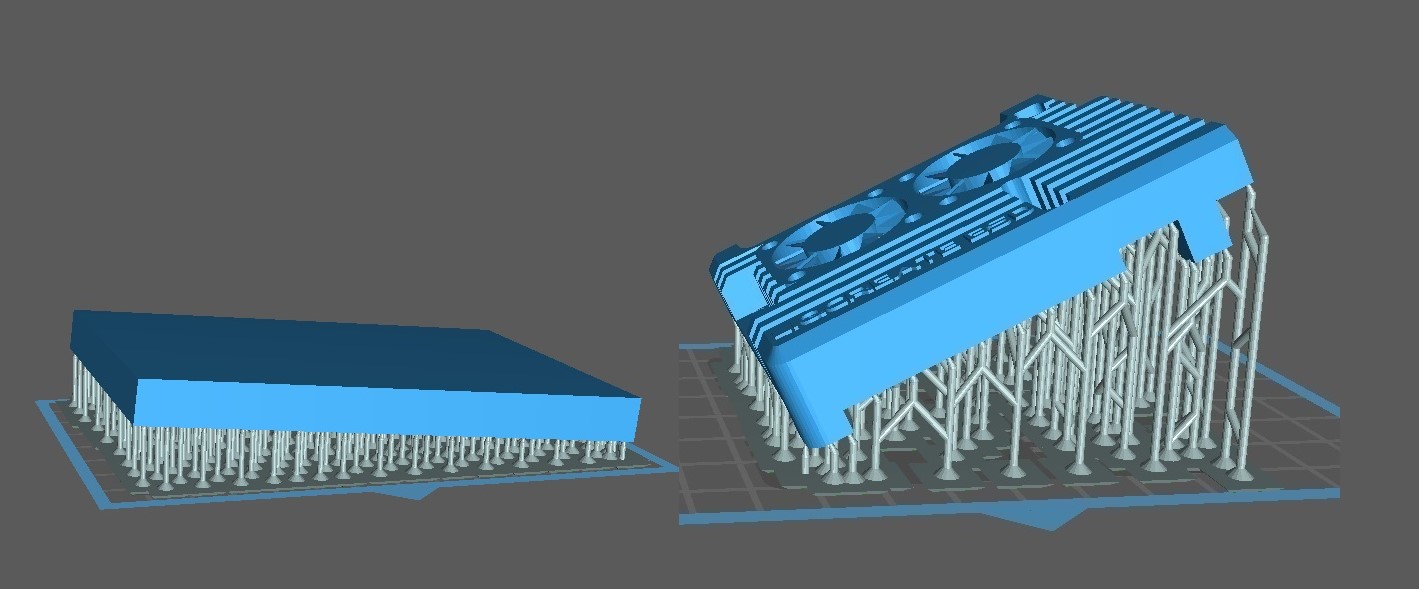
1) Аккуратно встряхните перед использованием. (не используйте автоматический стакан/микшер)