Рекомендации по работе с Liqcreate Wax Castable для стоматологов

Liqcreate Wax Castable - это голубой фотополимер на основе воска, обеспечивающий надежную обработку и точность печати на 3D-принтерах LCD / MSLA, DLP и SLA. Изделия, напечатанные на 3D-принтере из этого материала, демонстрируют замысловатую и четкую детализацию. Эта фотополимерная смола на основе воска предлагает гладкие поверхности с чистым выгоранием для надежного процесса литья. Создавайте индивидуальные, элегантные, органические геометрические фигуры с помощью позитивных и негативных гравюр в соответствии с вашими предпочтениями. Liqcreate Wax Castable предоставляет идеальные возможности для идеального литья ювелирных, стоматологических и промышленных деталей.
Ключевые преимущества
- - Высокая точность
- - На восковой основе
- - Чистое и беззольное выгорание
- - Отличное детальное литье
Совместимость смолы Wax Castable с 3D-принтерами
- - серия Asiga
- - серия Phrozen
- - Серия Anycubic и Elegoo
- - UnionTech Cute300 и S300
- - И многие другие 385-405-нм DLP, LCD и SLA 3D-принтеры

Технологический воск в Liqcreate Wax Castable
Из-за того, что в смоле присутствует значительное количество воска, Liqcreate Wax Castable затвердевает при температуре около 17–18 ° C. Не рекомендуется использовать этот продукт при температуре ниже 18 ° C. Возможно хранение или транспортировка Liqcreate Wax Castable при температуре ниже 18 ° C. Перед использованием смолу необходимо нагреть до жидкой фазы. Это можно сделать, оставив продукт на 5 часов при комнатной температуре или поместив упаковку в теплую среду (без прямого света, в оригинальной упаковке) при температуре до 50˚C на 20 минут.
3D-печать смолой Liqcreate Wax Castable
Для получения наилучших результатов литья важно, чтобы детали, напечатанные на 3D-принтере, были безупречными. Настоятельно рекомендуется использовать слой толщиной менее 0,05 мм вместе с хорошо откалиброванным 3D-принтером. Получить параметры для печати возможно, отправив по электронной почте на info@liqcreate.com запрос о совместимости.
Паковочная масса для Liqcreate Wax Castable
Выбор правильной паковочной массы при выжигании моделей из восковой смолы, напечатанных на 3D-принтере, очень важен. Смолы на основе воска имеют более высокое тепловое расширение по сравнению с обычным воском. Паковочная масса должна быть достаточно прочной, чтобы выдержать это расширение и не трескаться. В области стоматологии наши партнеры добились большого успеха с паковочными массами N&Vи Ambervest для литья в стоматологии.
График выгорания смолы Liqcreate Wax Castable
Мы следовали инструкции паковочной массы (N&V или Ambervest). Следующее выгорание
Амбервест:
Паковочная масса N&V:
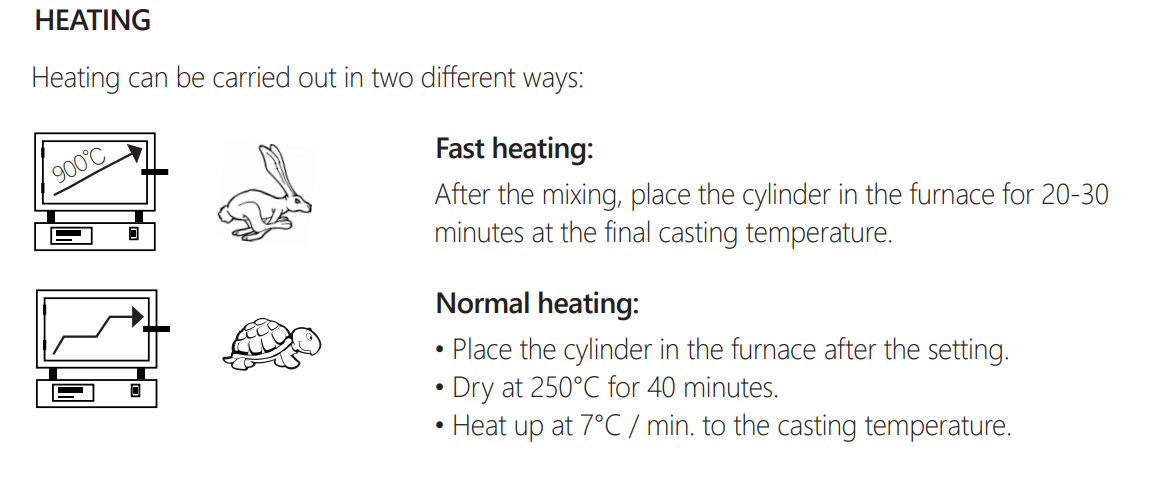
Выгорание: шоковая жара (быстрый огонь или быстрое заклинание)
Цилиндр можно поставить прямо в горячую печь при конечной температуре, указанная производителем сплава с максимальной температурой 900 ° C (1.650 ° F) (а затем, в конечном итоге, поднимите температуру) не ранее, чем через 30 мин. установки, но также через часы или дни после установки. Время, в течение которого цилиндр должен оставаться при конечной температуре. зависит от размера цилиндра и должно составлять 30 мин. (3 звонка) и 50 мин. (9 кольцо). Время выдержки + 15 мин, если темп. затем 850 ° C.
Перегорание: нормальный предварительный нагрев (в течение ночи)
От 0 ° C (0 ° F) до конечной температуры. при температуре от 7 до 9 ° C (от 40 до 50 ° F) / мин. со временем выдержки при конечной температуре. от 30 до 50 минут.
Детали после литья имеют матовую поверхность, а полировка необходима для получения высокоглянцевых металлов. В качестве справки мы поделились изображением ниже напечатанной детали, недавно отлитой детали и с правой стороны (частично) отполированной детали.
3D-печать с использованием литьевой смолы Liqcreate Wax Castable
Паковочная масса возьмет на себя каждый элемент напечатанной детали. Это означает, что качество восковой модели, напечатанной на 3D-принтере, должно быть максимально безупречным. Печать с использованием восковой литьевой смолы может быть более сложной по сравнению с другими смолами из-за значительного количества воска, присутствующего в смоле. При температуре ниже 18 градусов Цельсия смола затвердеет. Важно, чтобы смола во время печати была полностью жидкой. Также комнатная температура, в которой вы используете Wax Castable, должна быть не ниже 20 ° C. Обычно смола не затвердевает во время печати, однако при печати в холодной комнате капли, оставленные на платформе, могут затвердеть. Это затруднит процесс стирки. Важно, чтобы температура растворителей для стирки была не ниже 20 ° C, чтобы предотвратить затвердевание во время стирки.
Многие 3D-принтеры уже оптимизированы для использования смолы Liqcreate Wax Castable. Большинство настроек оптимизировано для филигранных дизайнов, это тонкие рисунки, которые часто требуют более длительного времени выдержки. Если у вас более объемные конструкции, время выдержки для ваших деталей может быть меньше.
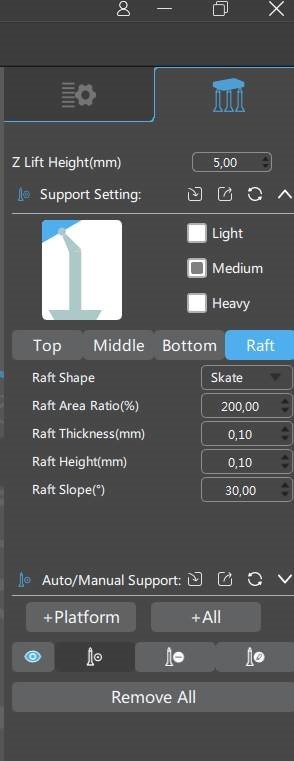
Мы заметили, что воск внутри смолы дает низкую адгезию к платформам из анодированного оксида алюминия, как у серии Elegoo Mars. Чтобы детали лучше прилипали к платформе, рекомендуется внести некоторые изменения в опору. Плот опор имеет большую площадь и часто стягивает деталь с платформы. Изменить настройки Raft распечатать будет намного проще. Изменение высоты и толщины плота на 0,1 мм решит большинство этих проблем.
Постобработка Liqcreate Wax Castable смола
Помимо склеивания, важно, чтобы все слои деталей были полностью видны. Детали должны быть не липкими и иметь матовую поверхность после мытья и сушки. Избыточная смола или липкие поверхности могут вступать в реакцию с паковочной массой и создавать поры в отлитых деталях.
Если параметры сглаживания или размытия при печати не используются, в идеально распечатанных и вымытых частях слои должны быть четко видны. Следует отметить, что паковочная масса и, следовательно, литые металлические детали также будут иметь эти видимые свойства. Если это нежелательно, шлифовка перед заливкой или использование настроек сглаживания или размытия может помочь уменьшить эффект слоя.
В этой категории нет товаров.
